
联系电话:020-34739989/13312811680
传真:020-34831290
Q Q:2832821118
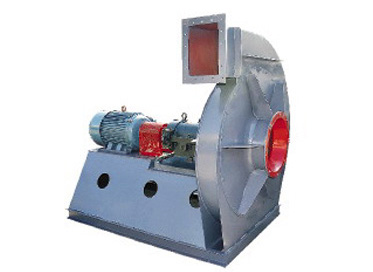
关于叶轮加工成型的过程
其实很简单,所谓的高压离心风机也只是风机的一种形式,之所以能够在功率上提高那么多,很大一部分的原因是取决于这种风机的叶轮。所谓的叶轮就是我们平常看到风机的扇叶,很多人片面的认为风机的效率提高是因为它的转速比较快。不错,风机的工作效率提高是和风机的转速有着直接的关系。但是叶轮是一种比较节能的措施,能够保证它在提高效率的同时使用一样的电能。叶轮能够提高离心风机的工作效率有两方面的优势,一个就是叶轮的直径大小,另外一个是叶轮的倾斜程度。
为了确保风机叶轮具有出色的强度、气密性及其它综合性能,并考虑到加工可行性,先将叶片与轮盘依照图纸规划组焊为一体,确保叶片生根可靠;以后整形并进行消除应力退火;再将叶片与轮盖选用带定位结构的塞焊槽安装并选用塞焊缝联合;然后再整形并进行消除应力退火;***终加工成型。
技术要害为将加工好的叶片按角焊缝焊接到轮盘上;再将冲压成型后的轮盖,根据叶片的方位、形状铣成通孔,然后轮盖盖在叶片上,使叶片插人轮盖通孔中,从外部进行塞焊焊接。
为了确保外形尺度及焊缝的强度和叶轮的平衡性能,叶片镶人轮盖塞焊槽的深度不宜过大,此尺度控制在轮盖厚度的1/3较为抱负。在轮盖上铣塞焊槽时,槽宽不宜过大或过小,过大会导致叶片在拼装或组焊过程中发生变形而违背原方位,影响叶轮的动平衡性能;过小则形成拼装艰难。
施焊时,尽可能地分段对称跳焊,对于温度超过350℃的区域进行杰出的氢气维护,并严格控制各叶片组焊时焊丝的填充量相平衡,确保叶轮的平衡性能请求。


可根据客户的需求定制304、316等不同材质不锈钢风机和不锈钢防爆风机
专业定制各类电压110V200V415V,60HZ,出口风机;304/316不锈钢防爆变频风机。
专业各种通风项目工程备案投标九洲普惠帮到你
 在线客服
在线客服
